





Upright Roll Forming Machine For Shelf Box Panel - Liding Machine
Machine name: shelf column production line
Electric control system adopts imported PLC control, with manual and automatic two working methods, different product specifications can be automatically adjusted (one key can change type).
Composition of the machine
● Electric Decoiler,1 set
● Leveling Machine,1 set
● Feeding punching machine,1 set
● Roll rolling machine&Cutting mold,1 set
● Transition belt line,1 set
● Front and rear end bending machine,1 set
● Pneumatic system,1 set
● Electric control system,1 set
Basic Configuration
Electric Decoiler
● Max. width 600mm
● Motor power:3kw
● Maximum load capacity 5 tons
● Inner hole diameter 450*520mm
● Max. diameter 1300mm
Leveling machine
● Host structure: overall profile 100*80 steel plate welding
● Servo drive motor: 1.5KW servo motor
● Motor speed control: servo drive control
Feeding punching machine
● Length measurement control: closed loop feedback
● Roll material: 45# steel quenched, finely ground, chrome plated
● Roll diameter :φ75mmΧ600mm
● Die material: Cr12MOV
● Number of dies: 2 sets (2 sets of punching round holes and square ports)
● Number of cylinders: 2 7. Punching angle device type: hydraulic control
Basic Configuration
Forming machine
● Number of roller groups: 16 pairs of forming wheels
● Width is automatically adjusted by servo system
● Rolling wheel using GCr15 quenching up to HRC58-60
The front and rear end bending machine
● Machine consists of front and rear bending units, hydraulic system, conveying system, top material system, positioning system and machine body.
● Belt movement is driven by motor reducer
● Positioning system includes end positioning and side positioning and other parts.
Workflow
Decoiling → leveling and feeding→punching & servo feeding→Limit→Roll forming→Cut-off flanging→Front-end bending→Back-end bending
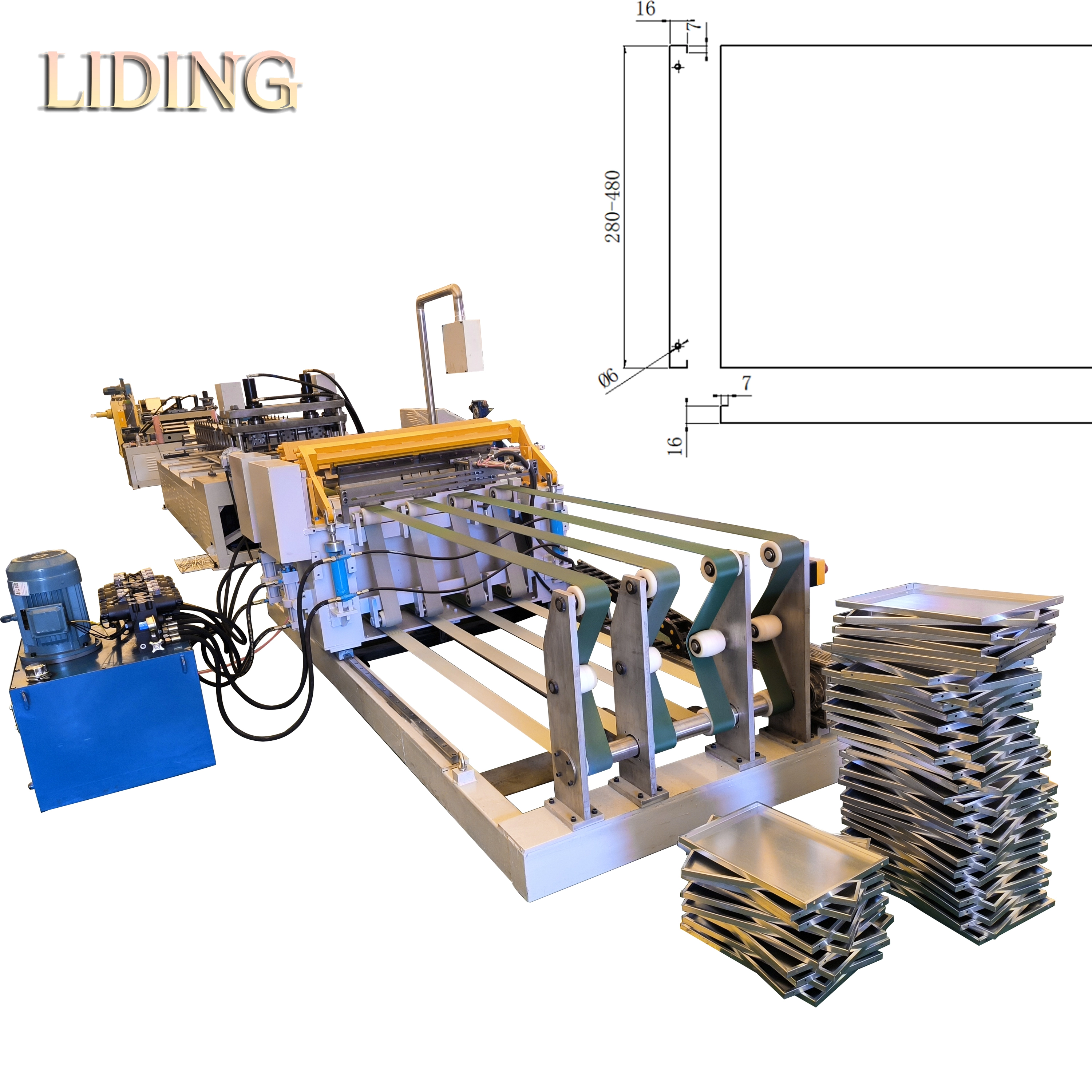
Profile
Product display